DeskProto ist neu installiert und soll sofort genutzt werden. Aber vor dem ersten NC-Code ist DeskProto noch für die genutzte Maschine einzurichten. Warum? DeskProto prüft alle Eingaben wie beispielsweise Vorschub und Spindel-Drehzahl.
Oder ob das 3D Modell zur Bearbeitung auf die Maschine passt.
1) Beim ersten DeskProto Start …
… nach der Installation fragt DeskProto welche CNC-Maschine und welche Einheiten Sie benutzen (metrisch oder Zoll) möchten. Wählen Sie Ihre Maschine in der Dropdown-Liste. Ist Ihre Maschine nicht dabei, wählen Sie zunächst eine Standard-Maschine zum Beispiel “ISO plain Gcodes”. Sie können später Ihre eigene Maschine in der Maschinen-Bibliothek (Menü: Optionen), anlegen.
2) Eigene Maschine in DeskProto anlegen.
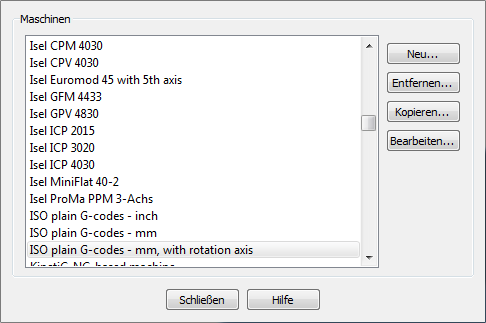 Ist Ihre Maschine in der Maschinen -Bibliothek nicht vorhanden, können Sie Im Menü Optionen in der Maschinen Bibliothek eine eigene Maschine anlegen oder eine vorhandene Maschine ändern. Mit „Kopieren“ können Sie eine vorhandene Maschine kopieren und anschließend für Ihre Ansprüche anpassen. Mit „Bearbeiten“ ändern Sie eine vorhandene Maschine.
Ist Ihre Maschine in der Maschinen -Bibliothek nicht vorhanden, können Sie Im Menü Optionen in der Maschinen Bibliothek eine eigene Maschine anlegen oder eine vorhandene Maschine ändern. Mit „Kopieren“ können Sie eine vorhandene Maschine kopieren und anschließend für Ihre Ansprüche anpassen. Mit „Bearbeiten“ ändern Sie eine vorhandene Maschine.
3) Einstellungen Maschine
Der Name der Maschine muss eindeutig sein. Legen Sie einem Namen fest aus dem Sie auch erkennen können ob mehr als drei Achsen vorhanden sind. Der Dateiname kann beliebig gewählt werden. Wenn Sie eine vorhandene Maschine ändern können Sie den Dateinamen nicht ändern. Die Maschine wird in eine Textdatei mit der Datei-Erweiterung *.mch gespeichert.
Der Ordner an dem die Datei gespeichert wird, ist bei den Voreinstellungen auf der Seite Allgemein einstellbar.
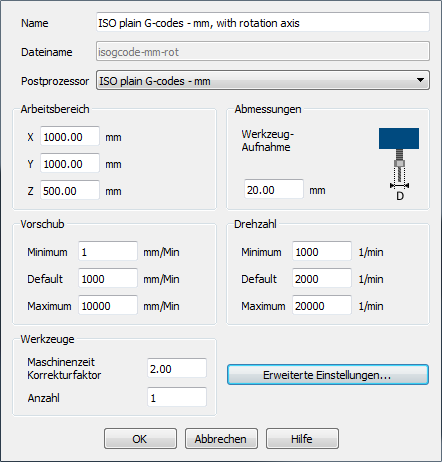 Der Postprozessor wird benutzt um das richtige Format des NC-Programms zu erzeugen. Siehe auch Postprozessor Bibliothek. Der Postprozessor muß für Ihre Steuerung passen. In den meisten Fällen werden Sie Ihren Postprozessor fertig hier finden.
Der Postprozessor wird benutzt um das richtige Format des NC-Programms zu erzeugen. Siehe auch Postprozessor Bibliothek. Der Postprozessor muß für Ihre Steuerung passen. In den meisten Fällen werden Sie Ihren Postprozessor fertig hier finden.
Der Arbeitsbereich ist nur zur Prüfung der Rohteilgrösse. Er hat keinen Einfluss auf die Werkzeugwege. Passen die Werkzeugwege nicht in den Arbeitsbereich gibt DeskProto eine Fehlermeldung aus.
Der Durchmesser der Werkzeugaufnahme wird zur Kollisionsprüfung benötigt.
Bei Vorschub und Drehzahl werden die Default-Werte bei den Job Parametern benutzt wenn Sie für ein Teil eine andere Maschine einsetzen. Minimum und Maximum stellen sicher dass bei den Job Parametern keine falschen Werte benutzt werden.
Falls die Maschine keinen Befehl für Bewegungen im Eilgang kennt wird das eingestellte Maximum für den Vorschub verwendet.
Der Maschinenzeit Korrekturfaktor gleicht die Berechnung der Wirklichkeit an, siehe Zeitberechnung. Der Faktor muss grösser als 1 sein.
Die Anzahl Werkzeuge ist zur Absicherung der Werkzeugnummer damit keine falsche Werkzeugnummer vergeben werden kann. Wenn Sie keinen automatischen Werkzeugwechsler haben sollte hier eine 1 stehen. Weiteres zum Werkzeugwechsel finden Sie bei der Postprozessor Anpassung.
4) Erweiterte Maschinen Einstellungen
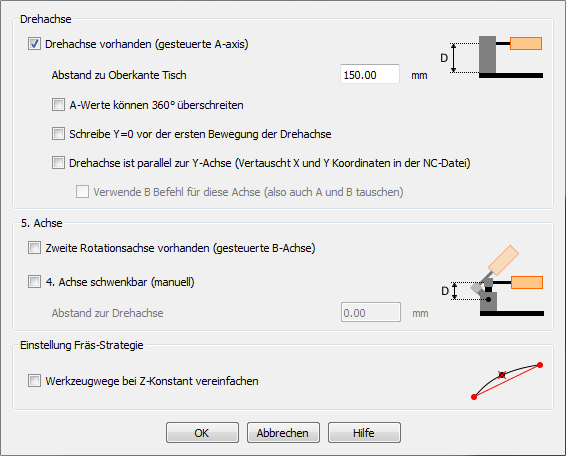 Die erweiterten Maschinen Einstellungen sind bei Nutzung einer vierten oder fünften Achse erforderlich. Drehachse verwenden muss aktiviert sein wenn sie bei den Teil-Parametern benutzt werden soll.
Die erweiterten Maschinen Einstellungen sind bei Nutzung einer vierten oder fünften Achse erforderlich. Drehachse verwenden muss aktiviert sein wenn sie bei den Teil-Parametern benutzt werden soll.
DeskProto unterstützt eine A-Achse, die Achsrichtung muss parallel zur X-Achse oder Y-Achse sein. Abstand zu Oberkante Tisch ist der Abstand vom Zentrum der Drehachse bis zur Tischoberfläche. Dieser Wert wird für die Berechnung der maximalen Rohteilgrösse gebraucht.
A-Werte können 360 überschreiten soll aktiviert sein wenn nach einer vollen Umdrehung (360°) höhere Winkelwerte erlaubt sind. Bei zum Beispiel 100 Umdrehungen sind das dann 36000. Abhängig von der CNC-Steuerung. Schreibe Y=0 … setzen Sie wenn die Y-Achse vor jeder Drehbewegung auf Y=0 gefahren werden soll.
Bei der 5. Achse unterstützt DeskProto zwei verschiedene Typen.
- Der erste Typ ist eine gesteuerte B-Achse, ähnlich wie die 4. Achse, jedoch entlang Y statt entlang X. In Kombination mit den Standard-Achsen XYZ ergibt sich mit A und B eine Fünfachsen-Maschine. DeskProto unterstützt nur Fünfachsen-Maschinen, bei denen das Teil rotiert. Die 5. Achse kann nur für Index-Bearbeitung verwendet werden, also nicht simultan.
- Der zweite Typ ist kein Standard. Es ist eine per Hand eingestellte Achse. Wie in der Skizze zu sehen wird die komplette Drehachse geschwenkt. Die Achse für das Schwenken ist parallel zur Y-Achse, darum heisst sie B-Achse. Wenn Sie zum Beispiel einen Ring fräsen kann auf diese Weise auch die Innenseite erreicht werden. Siehe auch Parameter 5. Achse bei den Job Parametern.
Der Abstand zur Drehachse muss bekannt sein. Bei den meisten Maschinen mit einer 5. Achse (zum Beispiel Roland JWX-10 und MDX-40) ist der Abstand 0.00.
„Werkzeugwege bei Z-konstant vereinfachen“ macht die NC-Programme kürzer.
Dabei werden Zwischenpunkte in den Werkzeugwegen entfernt.
Das sollte nur für die Bearbeitung flacher Oberflächen eingesetzt werden. Der Werkzeugweg wird tatsächlich geändert, darum ist die Option bei zum Beispiel einem Kreis nicht sinnvoll.
4) Eintrag in den Default-Parametern
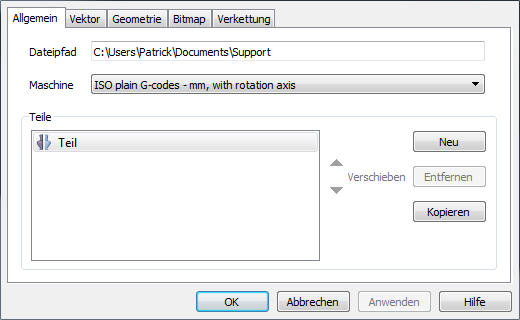
Jetzt ist DeskProto für Ihre Maschine eingerichtet und muß nur noch in den Teil-Default Parametern (oben) im Menü Optionen / Default Tei-Parameter eingetragen werden.
Ab dem nächsten Projekt wird das Projekt automatisch für Ihre Maschine erstellt.
Die Voreinstellungen für alle Projekt-, Teil-, Job- etc-Parameter kann bei den Default Parametern eingestellt werden.