Zeichnet der Konstrukteur ein Werkstück nimmt er dazu die Maße die das fertige Werkstück haben soll. Die CNC Maschine benötigt aber die Angaben für die zu fräsenden Werkzeugbahnen bezogen auf den Werkzeug-Mittelpunkt.
Die Werkstück-Geometrie kann also nicht einfach zu NC-Code konvertiert werden, sondern der 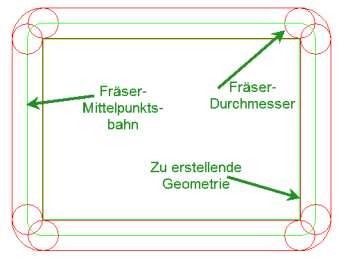 Werkzeug-Durchmesser ist zu berücksichtigen.
Werkzeug-Durchmesser ist zu berücksichtigen.
Wie rechts im Bild zu sehen ist, reicht es nicht aus eine einfache parallele Kontur zu erzeugen. Schon bei diesem einfachen Beispiel ist für die Fräser-Mittelpunktsbahn an den Ecken ein Radius einzufügen.
Bei der Bahnkorrektur wird zwischen zwei Korrekturen unterschieden: Links und Rechts.
Links von der Kontur bedeutet:
Von der Fräs-Spindel aus gesehen fährt das Werkzeug links neben der Kontur.

Rechts von der Kontur bedeutet:
Von der Fräs-Spindel aus gesehen fährt das Werkzeug rechts neben der Kontur.
Die Bahnkorrektur kann auf zwei unterschiedliche Weisen ermittelt werden:
Bahnkorrektur durch die CNC-Steuerung an der Maschine
Vorteile
– Der Maschinenbediener wählt das Werkzeug.
– Korrekturen, z.b. wenn das Werkzeug nachgeschliffen ist werden berücksichtigt.
Nachteile
– Die Bahnkorrektur an der Maschine erfordert etwas Erfahrung, sonst kommen Fehlermeldungen wie „Fräserradius zu groß“ oder ähnlich.
– Abhängig von An- und Abfahrwegen oder Engstellen und Hinterschneidungen in der Kontur ist die Werkzeugwahl eingeschränkt.
– Nur möglich für das 2.5D Fräsen, nicht möglich beim 3D Fräsen.
– Nicht alle CNC-Steuerungen unterstützen eine derartige Berechnung.
Bahnkorrektur durch das CAM-Programm
Die Alternative ist die Mittelpunktsbahn direkt für einen definierten Fräser vom CAM-Programm berechnen zu lassen.
Beim 3D-Fräsen wird immer mit der Mittelpunktsbahn gearbeitet.
Gute 2.5D CAM-Programme können beide Möglichkeiten:
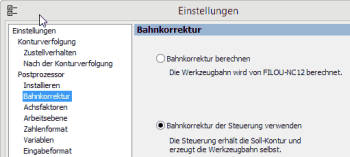
In FILOU NC12 kann frei gewählt werden, entweder die „Berechnung der Bahnkorrektur“ durch die CNC-Steuerung/Maschine erfolgen oder die Bahnkorrektur wird direkt in FILOU NC12 berechnet.