Beim 3D Fräsen entstehen manchmal „stufige“ 3D Flächen, die natürlicht nicht so gewollt sind. Was ist zu tun? Mit den 2 Größen „Abstand der Werkzeugwege“ und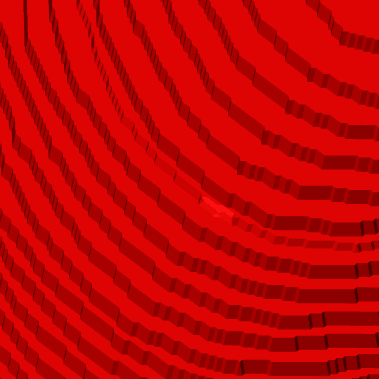 „Länge der Verfahrschritte“ wird in DeskProto nicht zuletzt auch die Oberflächenqualität festgelegt. Während der „Abstand der Werkzeugwege“ eigentlich recht klar ist, ist die „Länge der Verfahrschritte“ vielleicht nicht ganz so eindeutig.
„Länge der Verfahrschritte“ wird in DeskProto nicht zuletzt auch die Oberflächenqualität festgelegt. Während der „Abstand der Werkzeugwege“ eigentlich recht klar ist, ist die „Länge der Verfahrschritte“ vielleicht nicht ganz so eindeutig.
Zur Erklärung
Beim 3D-Fräsen entstehen Werkzeugwege die Kurven sind. CNC-Steuerungen können solche Kurven nicht interpretieren. Die CNC Steuerung benötigt Strecken oder Bögen. Zum 3D Fräsen werden Strecken genommen. Also werden diese Kurven in viele kleine Strecken aufgelöst. (Das machen alle Programme so). Die Größe dieser kleinen Strecken kann ich in DeskProto vorgeben. Das ist die „Länge der Verfahrschritte“. Mit den 2 Größen „Abstand der Werkzeugwege“ und „Länge der Verfahrschritte“ legt Deskproto ein Gitter als Hilfe zum Erzeugen der Fräsbahnen fest.
Was tun für bessere Oberflächen beim 3D Fräsen?
Wenn also Kurven gefräst werden, ist je nach Krümmung der Kurven die Einstellung für „Abstand der Werkzeugwege“ und „Länge der Verfahrschritte“ wichtig. Als Faustformel kann man sagen je enger die Kurve ist, desto feiner sind die Einstellungen zu machen. Hier eine Hilfe für die Berechnung des Fräsbahnabstand.
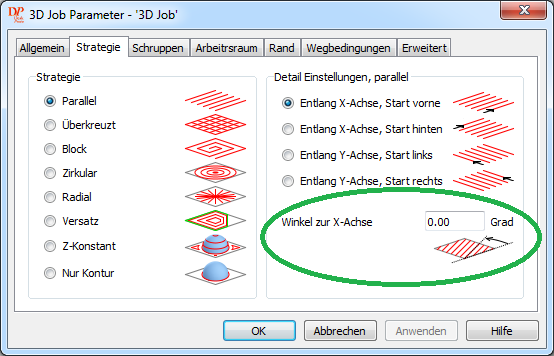
Aber auch die Fräsrichtung spielt eine Rolle. Für eine gute Oberfläche sollte immer in Richtung größte Steilheit der Kurve gefräst werden. Dazu läßt sich in DeskProto auch der Winkel der Fräsrichtung einstellen. Wenn das nicht eindeutig zu sehen ist läßt sich auch mit der Strategie „Überkreuzt“ zweimal 90 Grad versetzt fräsen.